Direct Roving For Pultrusion



Direct Roving For Pultrusion
Direct Roving for Pultrusion is compatible with unsaturated polyester, vinyl ester, epoxy and phenolic resins.
Features
●Good process performance and low fuzz
●Compatibillty with multiple of resin systems
●Good mechanical properties
●Complete and fast wet-out
●Excellent acid corrosion resistance

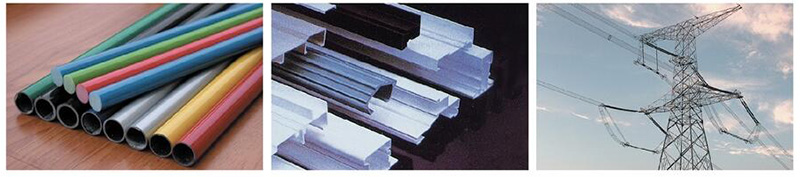
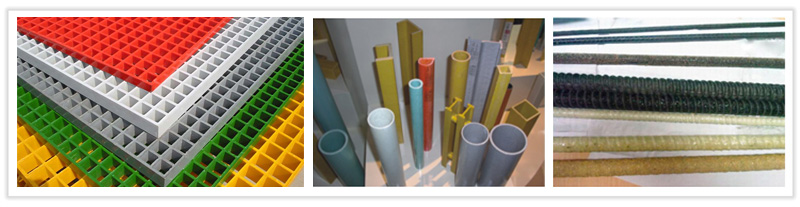
Application:
It is widely used in building & construction, telecommunication and insulator industry.
Pultrusion profiles for outdoor sports equipment,Optic cables,Various sectional bars,etc.
Product List
|
Item |
Linear Density |
Resin Compatibility |
Features |
End Use |
|
BHP-01D |
300,600,1200 |
VE |
Compatible with matrix resin; High tensile strength of the end composite product |
Used to manufacture optic cable |
|
BHP-02D |
300-9600 |
UP,VE,EP |
Compatible with matrix resin; Fast wet out; Eexcellent mechanical properties of the composite product |
Used to manufacture various sectional bars |
|
BHP-03D |
1200-9600 |
UP,VE,EP |
Compatible with resins; Excellent mechanical properties of the composite product |
Used to manufacture various sectional bars |
|
BHP-04D |
1200,2400 |
EP,Polyester |
Soft yarn; Low fuzz; Compatible with resins |
Suitable in manufacture of molded grating |
|
BHP-05D |
2400-9600 |
UP,VE,EP |
Excellent tensile, flexural and shear properties for composites products |
High performance pultruded profiles |
|
BHP-06D |
2400,4800,9600 |
EP |
High fiber strength, Good integrity and ribbonization,Compatibility with epoxy resin, Complete and fast wet-out in resins, Good mechanical properties, Excellent electrical properties of the finished |
insulation rods and insulation stanchions |
| Identification | |||||||
|
Type of Glass |
E |
||||||
|
Direct Roving |
R |
||||||
|
Filament Diameter, μm |
13 |
16 |
17 |
17 |
22 |
24 |
31 |
|
Linear Density, tex |
300 |
200 400 |
600 735 |
1100 1200 |
2200 |
2400 4800 |
9600 |
| Technical Parameters | |||
|
Linear Density (%) |
Moisture Content (%) |
Size Content (%) |
Breakage Strength (N/Tex) |
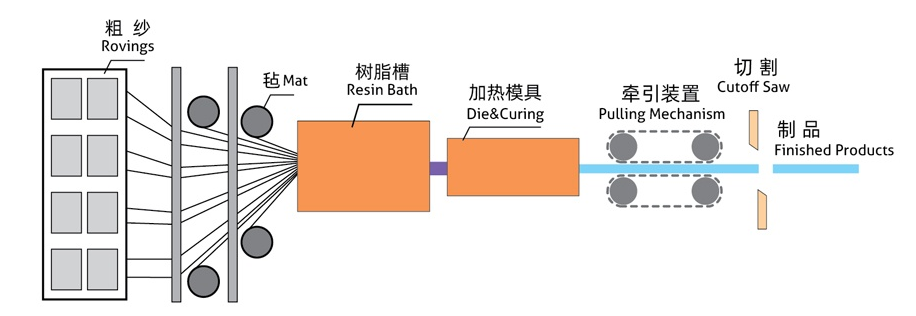
Pultrusion process
The rovings, mats or other fabrics are pulled through a resin impregnation bath and then into a heated die using a continuous pulling device. The final products are formed under high temperature and high pressure conditions.