Direct Roving For LFT



Direct Roving For LFT
Direct Roving for LFT is coated with a silane-based sizing compatible with PA, PBT, PET, PP, ABS, PPS and POM resins.
Features
●Low fuzz
●Excellent compatibility with a multiple thermoplastic resin
●Good processing property
●Excellent mechanical property of the final composite product

Application
It is widely used in automotive,construction,sports,electric and electronic applications

Product List
|
Item |
Linear Density |
Resin Compatibility |
Features |
End Use |
| BHLFT-01D | 400-2400 | PP | Good integrity | excellent processing and mechanical property, extinct light color |
| BHLFT-02D | 400-2400 | PA,TPU | Low fuzz | excellent processing and mechanical property, designed for LFT-G process |
| BHLFT-03D | 400-3000 | PP | Good dispersion | specially designed for LFT-D process and widely used in automotive,construction,sports,electric and electronic applications |
| Identification | |||||
| Type of Glass |
E |
||||
| Direct Roving |
R |
||||
| Filament Diameter, μm | 400 | 600 | 1200 | 2400 | 3000 |
| Linear Density, tex | 16 | 14 | 17 | 17 | 19 |
| Technical Parameters | |||
|
Linear Density (%) |
Moisture Content (%) |
Size Content (%) |
Breakage Strength (N/Tex) |
|
ISO1889 |
ISO3344 |
ISO1887 |
IS03341 |
|
±5 |
≤0.10 |
0.55±0.15 |
≥0.3 |
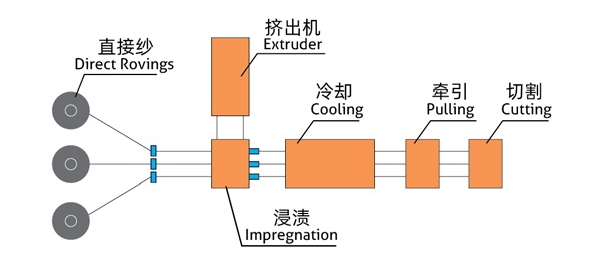
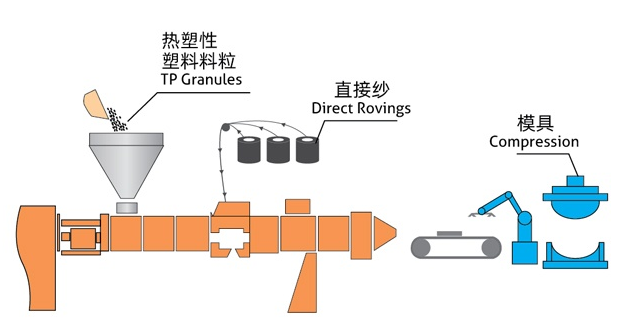
LFT Process
LFT-D Polymer pellets and glass roving are all introduced into atwin - screw extruder where the polymer is melted and compoundis formed . Then the molten compound is directly molded into the final parts by injection or compression molding process.
LFT-G The thermoplastic polymer is heated to a molten phase and pumped into the die-head The continuous roving is pulled through a dispersion died to ensure the glass fiber and polymer impregrated fully and to get consolidated rods . After cooling,The rod is chopped into reinforced pellets.